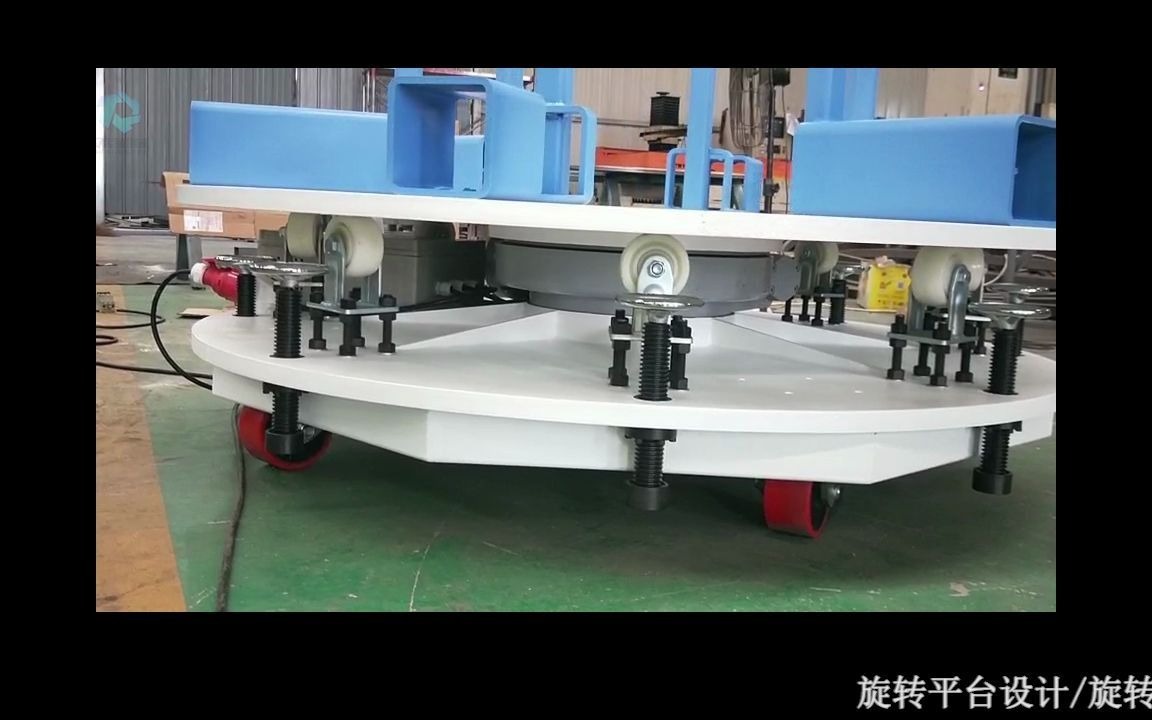
数字控制机床的圆周进给由回转工作成,称为数控机床的第四轴:回转工作台可以与X、Y、Z三个坐标轴联动,从而加工出各种球、圆弧曲线等。回转工作台能轻松实现精确的自动分度,扩大了数字控制机床加工范围。
数控回转工作台大多数都用在数控镗床和铣床,其外形和通用工作台几乎一样,但它的驱动是伺服系统的驱动方式。它可以与其他伺服进给轴联动。
当工作台静止时,必须处于锁紧状态。为此,在蜗轮底部的辐射方向装有8对夹紧瓦4和3,并在底座9上均布同样数量的小液压缸5。当小液压缸的上腔接通压力油时,活塞6便压向钢球8,撑开夹紧瓦,并夹紧蜗轮2。在工作台需要回转时,先使小液压缸的上腔接通回油路,在弹簧7的作用下,钢球8抬起,夹紧瓦将蜗轮松开。
回转工作台的导轨面由大型滚动轴承支承,并由圆锥滚柱轴承12及双列向心圆柱滚子轴承11保持准确的回转中心。数控回转工作台的定位精度主要根据蜗杆副的传动精度,因而一定要采用高精度蜗杆副。在半闭环控制管理系统中,可以在实际测量工作台静态定位误差之后,确定需要补偿角度的位置和补偿的值,记忆在补偿回路中,由数控装置进行误差补偿。在全闭环控制管理系统中,由高精度的圆光栅10发出工作台精确到位信号,反馈给数控装置进行控制。
回转工作台设有零点,当它作回零运动时,先用挡铁压下限位开关,使工作台降速,然后由圆光栅或编码器发出零位信号,使工作台准确地停在零位。数控回转工作台可以作任意角度的回转和分度,也可以作连续回转进给运动。
回转工作台主要用途:是落地铣镗床、端面铣床等工作母机必不可少的主要辅机。可用作支承工件并使其作直线或回转等调整和进给运动,以扩大工作母机的使用性能,缩短辅助时间,广泛适用于能源、冶金、矿山、机械、发电设备、国防等行业的机械加工,HT(X)200C型(数显)回转工作台可按照每个用户要求安装数显装置
2、床身是HT(X)200C型(数显)回转工作台的基础件,有充足的刚度和强度。床身前右侧导轨上装有长度标尺,借助于游标可读出0.1毫米的数值。
3、HT(X)200C型(数显)回转工作台与床身导轨结合的滑座面上,采用聚四氟乙烯贴塑导轨板,导轨副磨损小,寿命长,进给无爬行。
4、工作台回转,滑座移动,既可手动调整,也可机动快速和进给。回转工作台运动部件静止时的夹紧采用机械夹紧或液压夹紧装置。
5、HT(X)200C型(数显)回转工作台具有机动回转,其4×90°定位装有光学瞄准装置,定位精度在±6以内,回转工作台底部圆导轨外圆柱面上有360°等分刻线度
磁力锁(或称电磁锁)的设计和电磁铁一样,是利用电生磁的原理,当电流通过硅钢片时,电磁锁会产磁力锁
生强大的吸力紧紧的吸住吸附铁板达到锁门的效果。只要小小的电流电磁锁就会产生莫大的磁力,控制电磁锁电源的门禁系统识别人员正确后即断电,电磁锁失去吸力即可开门。因为电磁锁没有复杂的机械结构和锁舌的构造,适用在逃生门或是消防门的通路控制。其内部用灌注环氧树酯(epoxy)保护锁体。目前电磁锁的吸力强度以LB表示(磅),测试的方法是静态加压。所谓静态加压就是电磁锁通电后慢慢地逐渐增加对吸附铁板的拉力,当超出电磁锁的吸力时瞬间拉开吸附铁板,此ㄧ拉力的数据就是电磁锁的拉力值。而且电磁锁与吸附铁板的作用力必须是面对面而且是直线加压(collinearloadtest),如此电磁锁的吸力(HoldingForce)才是最大。吸附铁板因为长时间受电磁铁的磁力感应有可能被短暂磁化。
我们知道每块磁铁两个极,一个北极(N极)和一个南极(S极),磁铁有同性相斥,异性相吸的特性。磁力锁正是利用了磁铁的这个特性,采用永磁磁铁(磁珠)制造出来的锁具,也有人叫“电子锁”。
固定板。当用力拉动挂锁锁闭状态的锁梁时,锁粱就会挤动活动板上的凸块,使活动板有一个向固定板方向挪动的力,如果此时活动板能向固定板方向挪动一定距离,锁就能打开。
在这两块长条形板的平面纵向上,每块板分别钻有四个孔。四个磁珠的一端分别固定着一段较磁珠细的黄铜丝,这四个磁珠上的黄铜丝分别插在固定板上的四个孔内。固定板上的四个孔比磁珠细比黄铜丝粗,所以磁珠可以在固定板上全方位的晃动,但固定在锁内后,因受锁体的限制不能纵向移动。磁珠没有固定黄铜丝的一端朝向锁外的钥匙槽,磁珠固定有黄铜丝的一端朝向活动板。由于锁内这四个磁珠磁力的相互作用,磁珠尾部的黄铜丝与活动板上的四个孔不在一条直线上(或说不同心),当有拉力作用在锁闭的锁粱上时,锁粱就会挤动活动板上的凸块,活动板此时虽然受到了向固定板方向挪动的力,但这时因为黄铜丝没有对准活动板上的孔,也就是说黄铜丝会顶住活动板,可限制活动板向固定板方向挪动,所以没办法使锁打开;当把合适的钥匙贴在锁外的钥匙槽内时,锁内的磁珠就会受到锁外钥匙里的磁珠的吸力(必须是里外异性磁极相对应),使得锁内的四个黄铜丝在磁珠带动下,正好分别与活动板上的孔对准,当有拉力作用于锁闭的锁粱上时,活动板上的凸块受到挤压,就会克服锁内弹簧的力,向固定板方向挪动,因为这时四个黄铜丝就可进入活动板上的孔内,活动板就可向固定板方向挪动一定距离,锁就能打开了。为了使黄铜丝能
当把锁粱对准锁孔时,锁粱就会受到锁内弹簧的拉力作用,将锁粱拉入锁孔内,同时活动板也会受到弹簧的力回到原位,而使锁闭。
交流伺服电机驱动是最新发展起来的新型伺服系统,也是当前机床进给驱动系统方面的一个新动向。该系统克服了直流驱动系统中电机电刷和整流子要经常维修、电机尺寸较大和使用环境受限制等缺点。它能在较宽的调速范围内产生理想的转矩,结构相对比较简单,运行可靠,用于数字控制机床等进给驱动系统为精密位置控制。
交流伺服电机的工作原理与两相异步电机相似 。然而 ,由于它在数字控制机床中作为执行元件,将交流电信号转换为轴上的角位移或角速度 ,所以要求转子速度的快慢能够反映控制信号的相位,无控制信号时它不转动。特别是当它已在转动时,如果控制信号消失,它立马停止转动。而普通的感应电动机转动起来以后,若控制信号消失,它往往不能立马停止而要继续转动一会儿。
交流伺服电机也是由定子和转子构成。定子上有励磁绕组和控制绕组,这两个绕组在空间相差90°电角度。若在两相绕组上加以幅值相等、相位差90°电角度的对称电压,则在电机的气隙中产生圆形的旋转磁场。若两个电压的幅值不等或相位不为90°电角度,则产生的磁场将是一个椭圆形旋转磁场。加在控制绕组上的信号不同,产生的磁场椭圆度也不同。例如,负载转矩一定,改变控制信号,就能改变磁场的椭圆度,从而控制伺服电机的转速。交流伺服电机的控制方式有三种:幅值控制、相位控制和幅值相位混合控制。图5--11所示为这三种操控方法的电气原理和矢量图。
与普通电机一样,交流伺服电机也由定子和转子构成。定子上有两个绕组,即励磁绕组和控制绕组,两个绕组在空间相差90°电角度。伺服电机内部的转子是永磁铁,驱动gS控制的u/V/W三相电形成电磁场 转子在此磁场的作用下转动,同时电机自带的编码器反馈信号给驱动器,驱动器根据反馈值与目标值进行比较 调整转子转动的角度。伺服电机的精度决定于编码器的精度{线数)。
交流伺服电机的工作原理和单相感应电动机无本质上的差异。但是,交流伺服电机一定要具有一个性能,就是能克服交流伺服电机的所谓“自转”现象,即无控制信号时,它不应转动,特别是当它已在转动时,如果控制信号消失,它应能立马停止转动。而普通的感应电动机转动起来以后,如控制信号消失,往往仍在继续转动。
当电机原来处于静止状态时,如控制绕组不加控制电压,此时只有励磁绕组通电产生脉动磁场。可以把脉动磁场看成两个圆形旋转磁场。这两个圆形旋转磁场以同样的大小和转速,向相反方向旋转,所建立的正、反转旋转磁场分别切割笼型绕组(或杯形壁)并感应出大小相同,相位相反的电动势和电流(或涡流),这些电流分别与各自的磁场作用产生的力矩也大小相等、方向相反,合成力矩为零,伺服电机转子转不起来。一旦控制系统有偏差信号,控制绕组就要接受与之相对应的控制电压。在正常的情况下,电机内部产生的磁场是椭圆形旋转磁场。一个椭圆形旋转磁场可以看成是由两个圆形旋转磁场合成起来的。这两个圆形旋转磁场幅值不等(与原椭圆旋转磁场转向相同的正转磁场大,与原转向相反的反转磁场小),但以相同的速度,向相反的方向旋转。它们切割转子绕组感应的电势和电流以及产生的电磁力矩也方向相反、大小不等(正转者大,反转者小)合成力矩不为零,所以伺服电机就朝着正转磁场的方向转动起来,随着信号的增强,磁场接近圆形,此时正转磁场及其力矩增大,反转磁场及其力矩减小,合成力矩变大,如负载力矩不变,转子的速度就增加。如果改变控制电压的相位,即移相180o,旋转磁场的转向相反,因而产生的合成力矩方向也相反,伺服电机将反转。若控制信号消失,只有励磁绕组通入电流,伺服电机产生的磁场将是脉动磁场,转子很快地停下来。
为使交流伺服电机具有控制信号消失,立马停止转动的功能,把它的转子电阻做得特别大,使它的临界转差率Sk大于1。在电机运行过程中,如果控制信号降为“零”,励磁电流任旧存在,气隙中产生一个脉动磁场,此脉动磁场可视为正向旋转磁场和反向旋转磁场的合成。一旦控制信号消失,气隙磁场转化为脉动磁场,它可视为正向旋转磁场和反向旋转磁场的合成,电机即按合成特性曲线运行。由于转子的惯性,运行点由A点移到B点,此时电动机产生了一个与转子原来转动方向相反的制动力矩。在负载力矩和制动力矩的作用下使转子迅速停止。
必须指出,普通的两相和三相异步电动机一般的情况下都是在对称状态下工作,不对称运行属于故障状态。而交流伺服电机则可以靠不同程度的不对称运行来达到控制目的。这是交流伺服电机在运行上与普通异步电动机的根本区别。
就伺服驱动器的响应速度来看,转矩模式运算量最小,驱动器对控制信号的响应最快;位置模式运算量最大,驱动器对控制信号的响应最慢。
对运动中的动态性能有比较高的要求时,需要实时对电机做调整。那么如果控制器本身的运算速度很慢(比如PLC,或低端运动控制器),就用位置方式控制。如果控制器运算速度比较快,可以用速度方式,把位置环从驱动器移到控制器上,减少驱动器的工作量,提高效率(比如大部分中高端运动控制器);如果有更好的上位控制器,还可以用转矩方式控制,把速度环也从驱动器上移开,这一般只是高端专用控制器才能这么干,而且,这时完全不需要用伺服电机。
1、转矩控制:转矩控制方式是通过外部模拟量的输入或直接的地址的赋值来设定电机轴对外的输出转矩的大小,具体表现为例如10V对应5Nm的线Nm:如果电机轴负载低于2.5Nm时电机正转,外部负载等于2.5Nm时电机不转,大于2.5Nm时电机反转(通常在有重力负载情况下产生)。能够最终靠即时的改变模拟量的设定来改变设定的力矩大小,也可通过通讯方式改变对应的地址的数值来实现。应用主要在对材质的受力有严格要求的缠绕和放卷的装置中,例如饶线装置或拉光纤设备,转矩的设定要根据缠绕的半径的变化随时更改以确保材质的受力不会随着缠绕半径的变化而改变。
2、位置控制:位置控制模式一般是通过外部输入的脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,也有些伺服能够最终靠通讯方式直接对速度和位移进行赋值。由于位置模式可以对速度和位置都有很严格的控制,所以一般应用于定位装置。应用领域如数控机床、印刷机械等等。
3、速度模式:通过模拟量的输入或脉冲的频率都能够直接进行转动速度的控制,在有上位控制装置的外环PID控制时速度模式也能够直接进行定位,但必须把电机的位置信号或直接负载的位置信号给上位反馈以做运算用。位置模式也支持直接负载外环检测位置信号,此时的电机轴端的编码器只检测电机转速,位置信号就由直接的最终负载端的检测装置来提供了,这样的优点是能够大大减少中间传动过程中的误差,增加了总系统的定位精度。

